

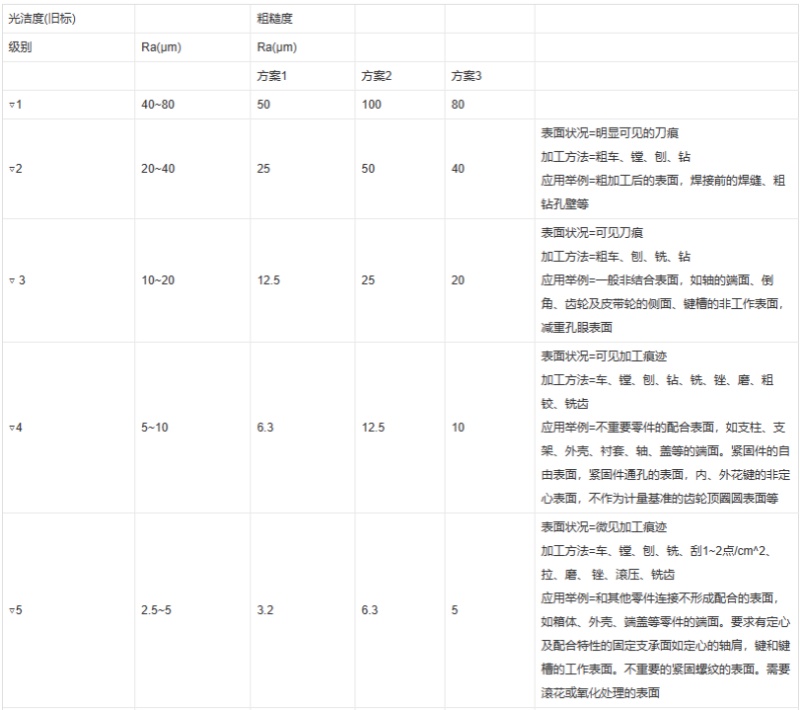
In the daily communication of the factory, many people are accustomed to using the term "surface finish". However, "surface finish" is proposed from the human visual point of view, in order to align with the international standard (ISO), the national standard has no longer used the expression "surface finish". Therefore, in a formal, rigorous expression, the word "surface roughness" should be used.
Surface finish and surface roughness are the same concept, but the difference is that the former is a qualitative assessment of the sensory class, and the latter is a quantitative measurement of the processing class.

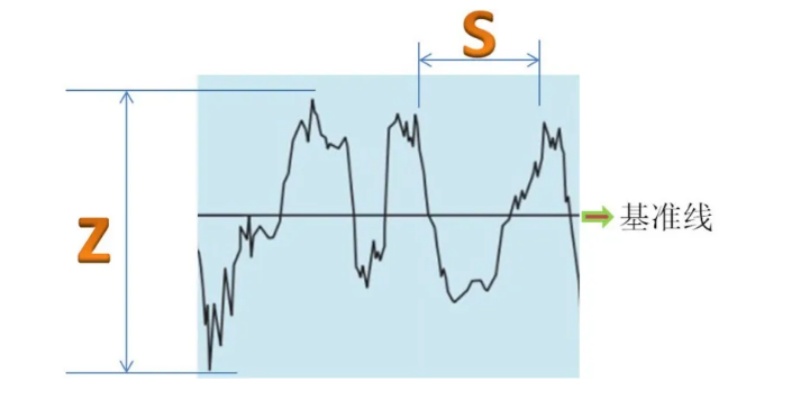
Surface roughness is used in machining to measure whether the surface of a metal is smooth in the dominant and microscopic aspects. Surface roughness refers to the small spacing of the machined surface and the unevenness of the small peaks and valleys. The distance (wave distance) between the two peaks or two troughs is very small (below 1mm), and it belongs to the microscopic geometry error. The smaller the surface roughness, the smoother the surface.

Specifically refers to the small peak and valley Z height degree and spacing S condition. Generally divided by S:
S < 1mm indicates surface roughness. 1≤S≤10mm indicates waviness. S > 10mm indicates f shape
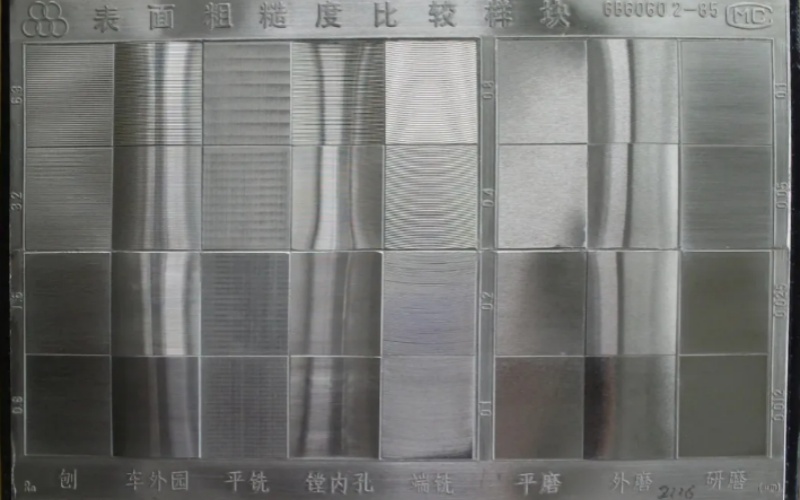
Surface roughness is generally formed by the machining method used and other factors, such as the friction between the tool and the surface of the part during the machining process, the plastic deformation of the surface layer metal when the chip is separated, and the high-frequency vibration in the process system, the discharge pit of the electric machining. Due to the different processing methods and workpiece materials, the depth, density, shape and texture of the traces left by the machined surface are different.
International standard processing method for surface roughness: Standard number GB/T 1031-1995

Standard name Surface roughness parameters and their values
1, the processing accuracy of the general lathe can reach IT8~IT7, and the surface roughness is Ra25~Ra1.6.
2, drilling machine for drilling accuracy up to IT13~IT11, surface roughness Ra80~Ra20; For reaming accuracy up to IT10, surface roughness Ra10~Ra5. For reaming accuracy up to IT7, surface roughness Ra5~ra1.25.
3, milling machine processing accuracy is generally IT9 ~IT8, surface roughness is Ra6.3~Ra1.6.
4, planer processing accuracy is IT9~IT8, surface roughness is Ra25~Ra1.6.
5, grinding machine processing accuracy is generally IT6~IT5, surface roughness is Ra0.8~Ra0.1.

Is the surface roughness marked Ra or Rz during mechanical drawing?

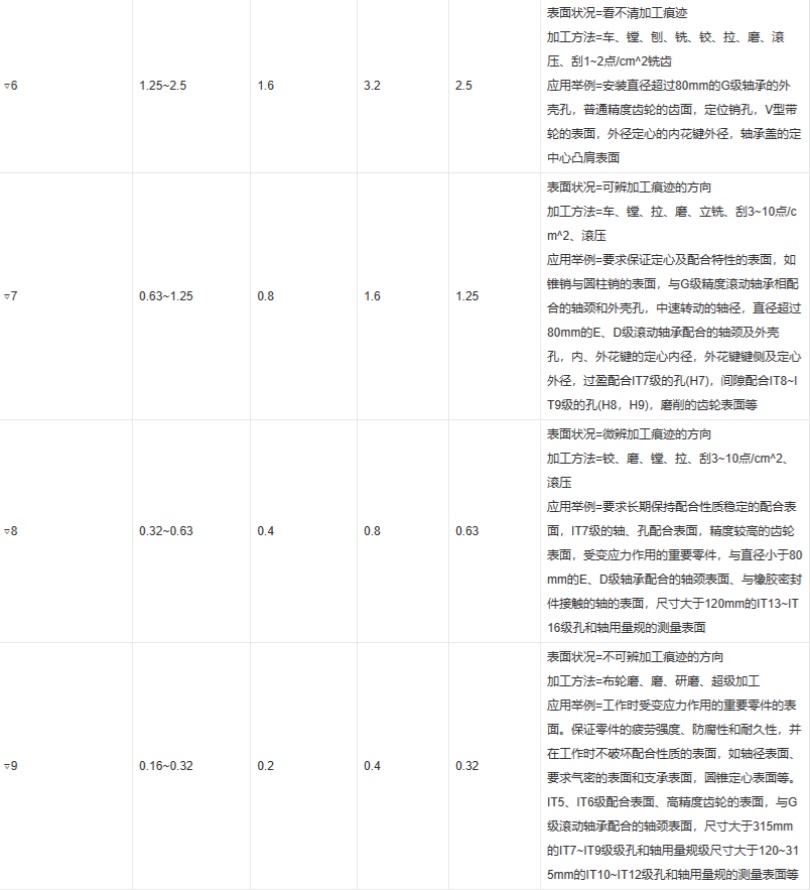
Yes Ra is the arithmetic average of the absolute value of the contour offset within the sampling length, and Rz is the sum of the average value of the maximum contour peak height and the average value of the five largest contour valley depths within the sampling length.
Surface roughness and finish comparison table
 +86-0917-3217876
+86-0917-3217876
 18292732691
18292732691
 No. 28, Middle section, Baoti Road, Weibin District, Baoji, Shaanxi
No. 28, Middle section, Baoti Road, Weibin District, Baoji, Shaanxi
 marketing@ymdtitanium.com
marketing@ymdtitanium.com
 www.ymdtitanium.com
www.ymdtitanium.com








 English
English 简体中文
简体中文
 18292732691
18292732691
 marketing@ymdtitanium.com
marketing@ymdtitanium.com
 zyh2968808781
zyh2968808781
 +86 18292732691
+86 18292732691
 .cid.b0f8e930cd0ba28e
.cid.b0f8e930cd0ba28e
