
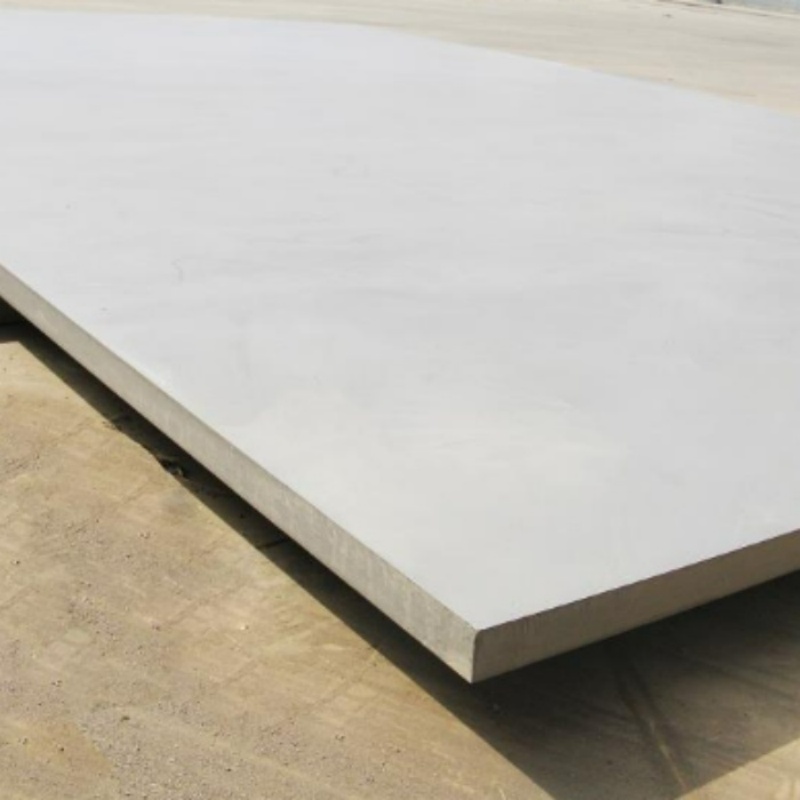
Titanium alloy plate is a commonly used metal material, corrosion resistance, high specific strength, good thermal stability and other characteristics, is widely used in aerospace, shipbuilding, medical equipment and other fields, titanium alloy plate is produced? Titanium alloy plate rolling is an important process.
Titanium alloy plate rolling is the process of continuous compression and deformation of titanium alloy billet through the rolling mill, so that it becomes a sheet with the required thickness and width, which is equivalent to the same as the dough press, the students in the north can imagine the process of the dough press.

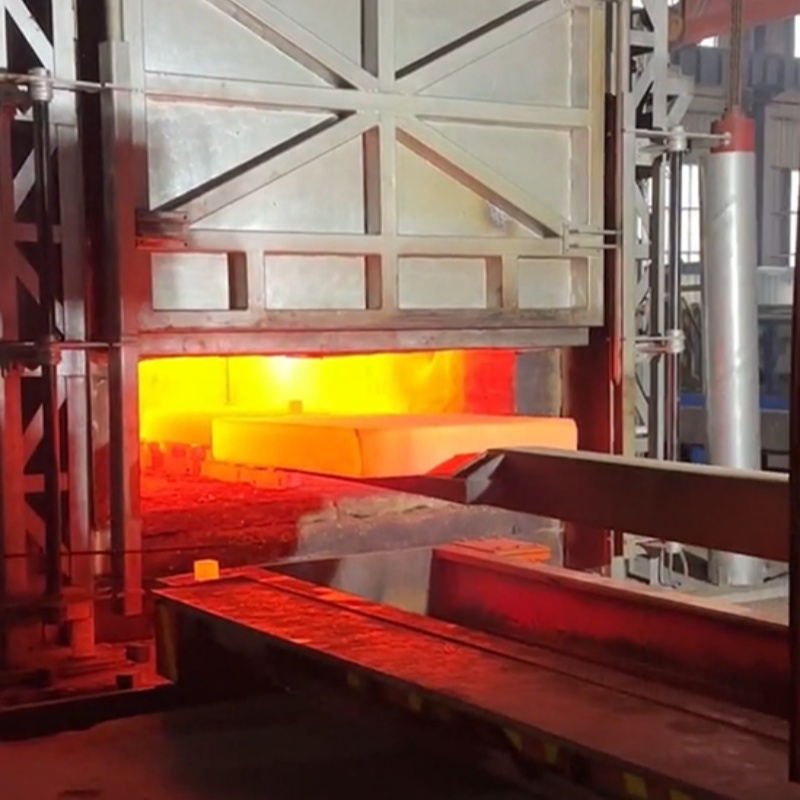
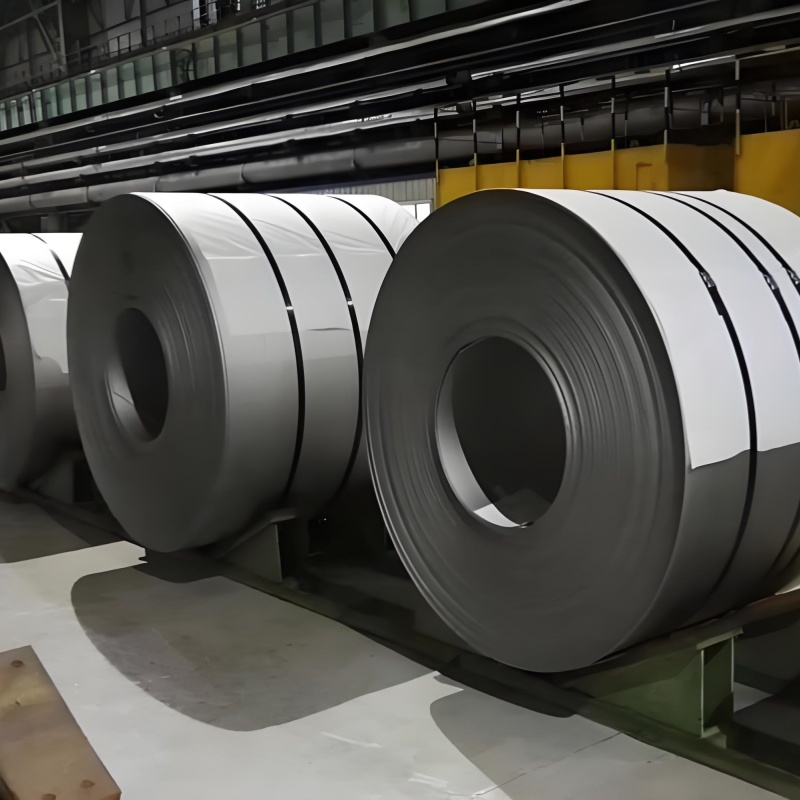
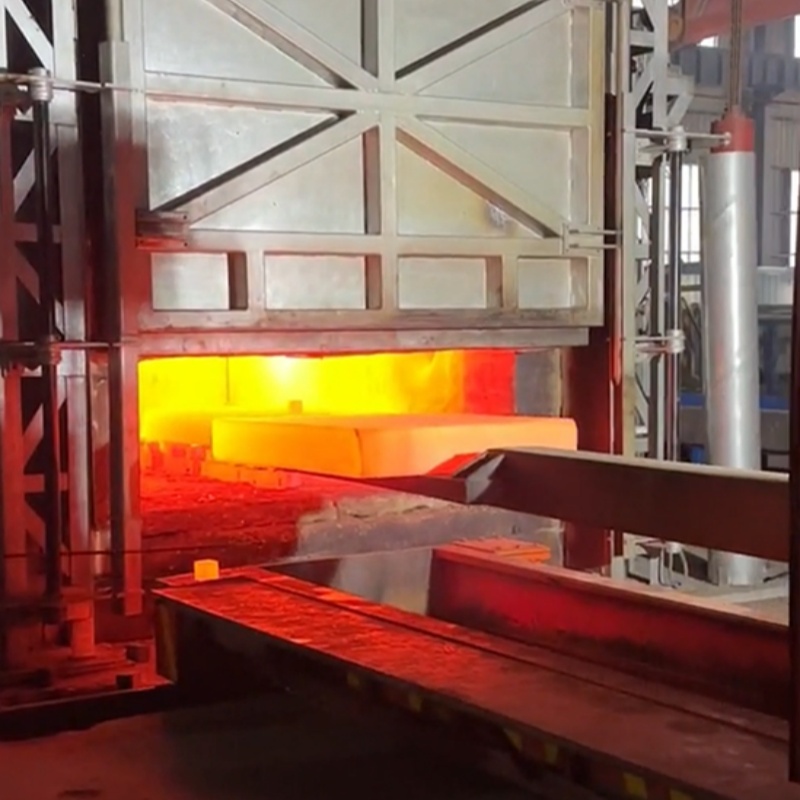
According to the requirements of rolling mill equipment, production capacity and product quality, the production process of titanium alloy strip adopted by most titanium material manufacturers is as follows: primary rolling or forging slab - surface treatment - hot rolling - annealing - pickling - rolling - vacuum annealing - finished product cutting a titanium plate or titanium coil. The hot rolling stage mainly adopts multi-fire and multi-pass reversible rolling. The formulation of process system at this stage mainly includes blank design, pressure system, speed system, temperature system and so on.
1, blank preparation
Pure titanium and low alloyed alloy grades can be used in die forging, rolling or flat ingot form, high alloyed alloy grades still need to be free forging. The bad thickness of the plate is determined by the thickness of the finished product, the total reduction rate required by the rolling mat, the capacity of the rolling mill, the opening degree, etc. The bad width of the plate depends on the width of the finished product, and the bad length of the plate is limited by melting, forging equipment and heating furnace.

2. Cut down the system
The content of the reduction system includes rolling fire, rolling mode, rolling pass number of each fire and pass reduction amount (rate). Due to the narrow rolling temperature window of titanium alloy, the rolling process often requires 2 to 3 fires (up to 4 fires) to complete. The number of rolling fires is mainly determined according to the size of the mother plate and billet, and the total processing rate allowed by the rolling material.
(1) Total processing rate: affecting the total processing rate of metal plasticity, slab quality and mill capacity, etc., under normal circumstances, should try to use a larger total processing rate. The total deformation rate of TC4 is generally not more than 75%.

(2) pass reduction rate: Pure titanium has good process plasticity, the maximum single pass reduction rate can reach 40%, while TC4 and other high alloyed slab process plasticity is poor, and the pass reduction rate should generally not exceed 30%.
(3) Rolling method: At present, in the production of titanium alloy, reversing rolling is used to improve the hot rolling performance of slab and control the difference in transverse and longitudinal mechanical properties of products. The related research and anisotropic rolling experiment show that the anisotropic control of the product is better when the total reduction rate of the transverse rolling is equal to that of the longitudinal rolling. Therefore, it is recommended that the processing rate of the transverse rolling stage account for 30% to 50% of the total processing rate. For the production of horizontal and vertical rolling method within a fire, the transverse rolling (4) pass reduction rate distribution: the general principle of the pass reduction amount distribution is from small to large, from large to small. Thick slab (more than 180mm) in the biting stage, the reduction rate is generally not more than 20%. In order to control the dimensional accuracy of the finished product, a small reduction rate is generally adopted for the last few passes. Therefore, after the restriction of biting conditions is eliminated, the reduction rate should be increased as much as possible under the premise that the temperature rise does not exceed the phase transition point, so as to provide sufficient adjustment space and process temperature for the last few passes.
The greater the capacity of rolling mill, the greater the pass reduction rate, but it must be limited to the allowable range of plate failure plasticity.
3. Temperature regime
The temperature system includes opening rolling temperature, pass rolling temperature, final rolling temperature, etc., and also includes rolling duration, clearance time, etc. From the perspective of phase transformation and recrystallization, the maximum hot rolling temperature range of TC4 is 750~990℃, and the hot rolling temperature range is kept between 800~950℃ as far as possible combined with the TC4 hot working diagram. Under the premise of realizing roll gap adjustment, reverse start of rolling mill and rolling piece return, the pass gap time is generally as short as possible. However, when the deformation amount is large, the temperature rise of the rolled piece core is large, and the temperature difference of the surface core is large, the pass gap time can be properly extended to make the rolled piece temperature tend to be uniform.
4. Speed system
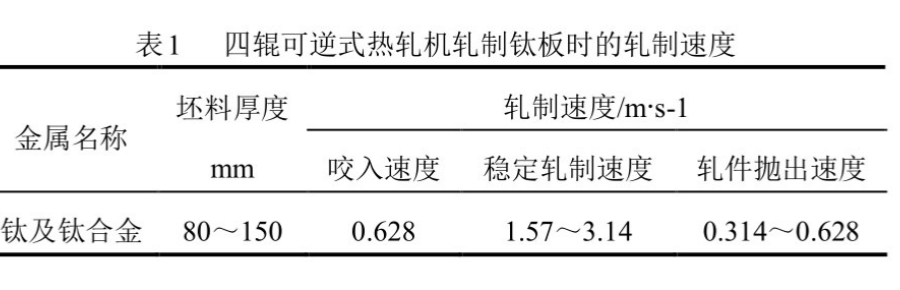
The speed system includes biting speed, throwing speed, stable rolling speed and so on. In the opening rolling stage, in order to prevent accidents such as boring and broken rolls caused by biting, and to avoid excessive deformation temperature rise, a low speed of 1~1.5m/s is generally used. In the middle rolling stage, the rolling speed can be increased with the thinning of the rolled parts, but the rolling speed is generally not more than 3m/s. The rolling speed adopted by a 1200mm four-high reversible hot mill for rolling titanium and titanium alloy plates is shown in Table 1.
5, rolling regulations
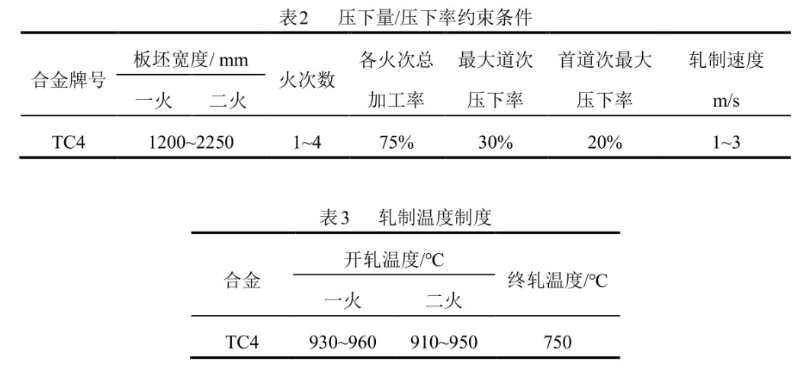
The rolling force, rolling moment, motor power and upper limit of rolling speed can be judged according to the configuration of rolling mill. The determination of process parameters such as initial rolling temperature, final rolling temperature and reduction rate is closely related to material characteristics. Table 2 shows the constraint conditions of the reduction amount/reduction rate of TC4 titanium alloy. Table 3 shows the rolling temperature range and recommended temperature regime of TC4 titanium alloy.
 +86-0917-3217876
+86-0917-3217876
 18292732691
18292732691
 No. 28, Middle section, Baoti Road, Weibin District, Baoji, Shaanxi
No. 28, Middle section, Baoti Road, Weibin District, Baoji, Shaanxi
 marketing@ymdtitanium.com
marketing@ymdtitanium.com
 www.ymdtitanium.com
www.ymdtitanium.com








 English
English 简体中文
简体中文
 18292732691
18292732691
 marketing@ymdtitanium.com
marketing@ymdtitanium.com
 zyh2968808781
zyh2968808781
 +86 18292732691
+86 18292732691
 .cid.b0f8e930cd0ba28e
.cid.b0f8e930cd0ba28e
